Class 8 covers tool steels and surface-hardened steels whose high hardness and carbide content set them apart from the medium-hardness ferrous alloys in Class 5. Cold-work steels (A2, D2, O1, W1) contain massive primary carbides and operate at 58-65 HRC. High-speed steels (M2, M42, T1, T15) add vanadium and tungsten carbides that are harder than the matrix and notoriously prone to pull-out. Hot-work steels (H11, H13, H21) and shock-resisting steels (S1, S5, S7) run at somewhat lower hardness but still demand careful abrasive selection. Nitrided steels add the complication of a graded hardness profile from a very hard nitrogen-diffused surface to a softer core. Across the class, the preparation challenges center on retaining hard carbides, preserving specimen edges for case depth measurement, and revealing martensite morphology without introducing grinding-induced transformation artifacts.
Preparation Characteristics & Challenges
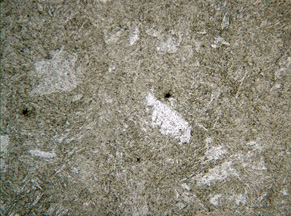
Hardened tool steel, nital etch
Class 8 materials are hard enough that subsurface deformation during grinding is minimal compared to softer classes, but their hardness and carbide content create a different set of challenges: abrasive wear, carbide retention, edge integrity, and the risk of grinding-induced transformation artifacts.
Carbide Distribution & Pull-Out
Tool steels contain primary carbides (Cr₇C₃ in D2, VC in T15 and M2, M₆C in high-speed steels) that are significantly harder than the martensitic matrix. During polishing on napped cloths, the cloth fibers catch carbide edges and rip them from the matrix, leaving voids that inflate apparent porosity. Napless cloths with moderate diamond loads retain carbides best.
Edge Chipping & Retention
High-hardness martensite is brittle, and specimen edges chip easily during sectioning and grinding. For nitrided and carburized steels, the hard case surface and the case-core transition zone sit at the specimen edge, making edge retention critical for accurate case depth measurement. Edge-retention mounting compounds and careful grinding orientation are essential.
Grinding-Induced Transformation
Excessive heat during sectioning or coarse grinding can temper the martensitic matrix (softening it) or create re-austenitized "white layers" at the surface that misrepresent the actual heat treatment. These artifacts are invisible until etching reveals an unexpected microstructure. Abundant coolant and moderate feed rates prevent thermal damage.
Retained Austenite
Incompletely transformed austenite is present in many hardened steels, particularly high-carbon and high-alloy grades (D2, high-speed steels). Retained austenite can transform to martensite during aggressive grinding, producing a false hardness reading. It also requires specific etchants (sodium metabisulfite tint etch, or LePera's reagent) to distinguish from martensite.
Rapid Abrasive Wear
The high hardness and carbide content of these steels wears through SiC grinding papers very quickly, especially for high-speed steels with vanadium and tungsten carbides. Frequent paper changes or switching to diamond grinding discs prevents the loss of grinding efficiency and avoids introducing thermal damage from dull abrasive.
Case-Core Hardness Gradient
Nitrided and carburized steels have a continuous hardness gradient from very hard surface (60-70 HRC equivalent) to a softer core (20-30 HRC). The soft core grinds and polishes faster than the hard case, creating relief at the transition zone. Napless cloths and short polishing times minimize this differential removal.
Martensite Morphology & Etching
Different tool steels produce different martensite types: lath martensite in lower-carbon grades (H13, S7), plate martensite in higher-carbon grades (D2, W1). Each responds differently to nital and picral. Over-etching darkens the entire structure, while under-etching fails to resolve grain boundaries. Timing and etchant choice must be matched to the specific steel grade.
Class 8 Materials
The following materials are classified as Class 8 (Hardened Steels). Click on any material to view its detailed preparation procedures.
Cold-Work Tool Steels
- A2 Air-Hardening Tool Steel
- A4 Air-Hardening Tool Steel
- A6 Air-Hardening Tool Steel
- D2 Tool Steel
- O1 Oil-Hardening Tool Steel
- W1 Water-Hardening Tool Steel
Hot-Work & Mold Steels
High-Speed Steels
Shock-Resisting Tool Steels
Surface-Hardened Steels
Preparation Guide
Recommended Preparation Steps
Sectioning
Use ferrous-metal abrasive blades (aluminum oxide) with generous coolant flow. These steels are brittle at high hardness and chip easily, so clamp firmly and use moderate feed rates. For nitrided or carburized specimens, cut perpendicular to the case surface to preserve the case-core transition. Precision wafering with diamond blades produces less subsurface damage for critical case depth measurements. Avoid excessive cutting speed, which generates heat and can temper the martensitic structure at the cut face. Note on hardened stainless: fully hardened martensitic (440C aged, heat-treated 410/420) and precipitation-hardening (17-4 PH H900, 15-5 PH H1025) stainless grades follow the Class 5 stainless preparation procedure for grinding, polishing, and final-polish (Nanometer alumina on TRICOTE), but step up the sectioning blade to MAXCUT MAX-VHS (HRC > 45). See also the Stainless Steel Preparation Guide.
Mounting
Compression mounting with phenolic or diallyl phthalate (DAP) resin works well because these hard steels easily tolerate the mounting temperature and pressure. For case depth measurement or any edge-critical evaluation, use mineral-filled edge-retention resins or add alumina filler to castable epoxy. The mounting material must support the specimen edge to prevent rounding during grinding. Castable epoxy with edge-retention filler is required for nitrided steel cross-sections.
Grinding
Two grinding paths are valid for this class; the right choice depends on the alloy and the quality target. SiC paper ladder (180-240 → 320 → 400 → 600 grit) is economical and effective for medium-alloy tool steels (O1, A2, S7, D2 to moderate Cr content); change papers frequently because hardened steels and their carbides wear SiC rapidly. Diamond grinding discs (75 → 40 → 15 µm) are required for high-vanadium and high-tungsten high-speed steels (M2, M42, T15) and PM tool steels, where dense carbides destroy SiC paper in seconds and tend to pull out rather than grind flat; they are also the better choice when edge retention, carbide preservation, or minimum subsurface damage is the priority (case-depth measurement, failure analysis, image analysis). The diamond path costs more per disc but eliminates frequent paper changes and produces less subsurface damage. Use moderate pressure (25-30 N) with contra-rotation in either case.
Polishing
Polish with 9 µm polycrystalline diamond on a napless cloth, then 3 µm diamond on a napless cloth. Final polish with 0.05 µm colloidal silica on a short-nap cloth for 1-2 minutes to remove the last deformation layer. Napless cloths are critical for this class: they minimize relief between hard carbide particles and the softer martensitic matrix, and they prevent carbide pull-out. Avoid extended polishing on napped cloths, which rounds carbide edges and creates artificial relief around inclusions.
Etching
Nital (2-5%) is the standard etchant for most hardened steels; swab 5-10 seconds. 4% Picral is preferred for high-alloy tool steels (D2, M2, T15) because it reveals carbide boundaries more clearly without darkening the martensitic matrix as aggressively as nital. Vilella's reagent reveals prior austenite grain boundaries in quenched steels. For retained austenite identification, use a 10% sodium metabisulfite tint etch, which colors martensite dark while leaving austenite white.
Quality Verification
Martensite structure clearly resolved without grinding-induced transformation artifacts
Carbides retained in place with no pull-out voids or edge rounding
Specimen edges sharp with no chipping (especially for case depth measurement)
No thermal discoloration or white layer artifacts from sectioning
Case-core transition (if applicable) clearly visible with a measurable boundary