
Step 01
Documentation
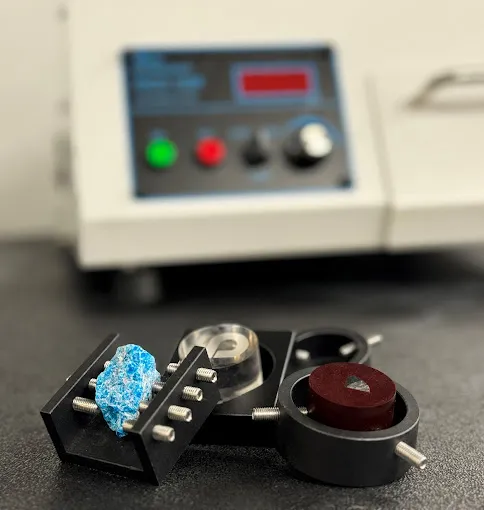
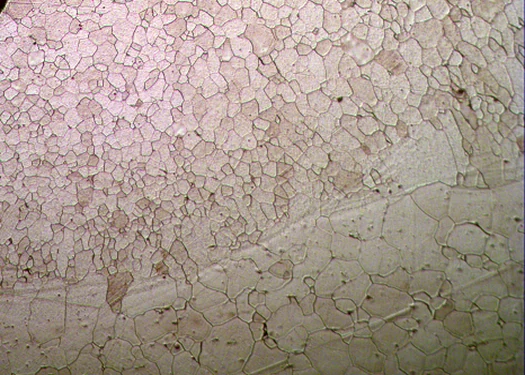
Metallographic analysis is a valuable tool. Properly documenting the specimen's initial condition and the microstructural analysis that follows turns metallography into a powerful quality control instrument and an invaluable investigative tool.
Before any blade touches the part, photograph and label the as-received condition, record the orientation, and note any visible damage. In failure analysis the chain of evidence matters as much as the final image.